
服务热线
13832895888
欢迎访问博鱼App下载(中国)app官网下载
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.istarcommunications.com
地址:唐山市路南区女织寨村南

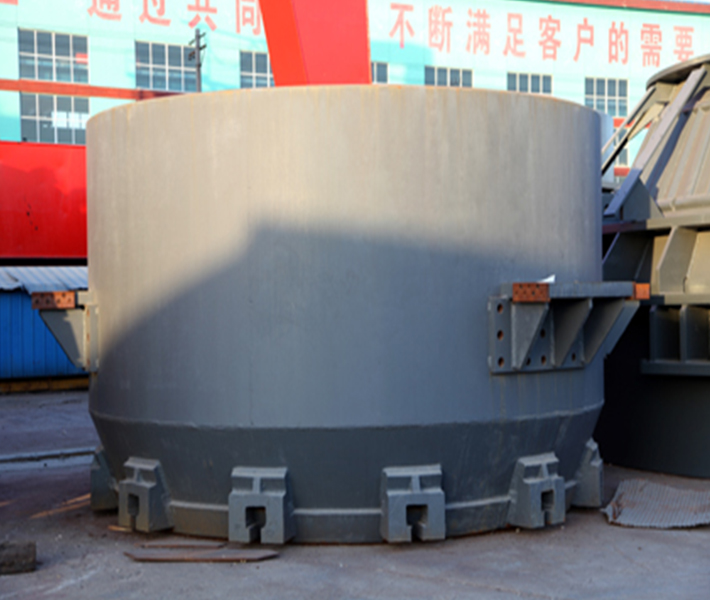
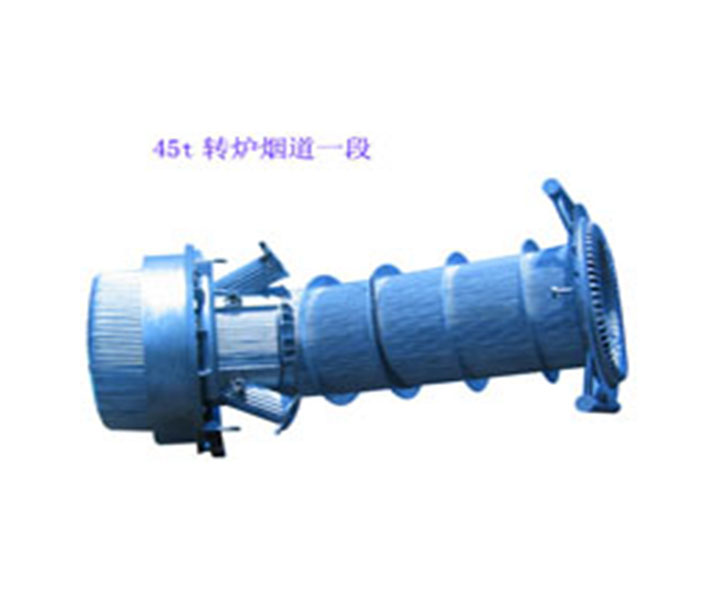
冷却烟道主要技术方案是在管道的外壁安装散热翅片,在管道外套接外套管,在外套管的一端利用风管连接轴流风机,在外套管的另一端设置排气口。所述风管以倾斜状与外套管连接,风管的出口面对外套管上安装有排气口的一端。在外套管上连接喷嘴组件,喷嘴组件中的喷嘴面向外套管与管道间的空腔,喷嘴组件利用接管与供水管连接。炼钢转炉成套设备优质衡阳施工转炉汽化冷却烟道,包括位于转炉炉口上方的活动烟罩,活动烟罩上部与炉口固定段烟道下部相连接,炉口固定段烟道上部与中间段烟道下部通过密封伸缩连接装置相连接,中间段烟道上部与末端烟道相连接,炉口固定段烟道与中间段烟道之间存在安装间隙,安装间隙中设置有环形水箱,环形水箱上设置有进水管和出水管。衡阳优质炼钢转炉成套设备施工上述的转炉汽化冷却烟道中设置了能遮挡炉口固定段烟道和中间段烟道之间安装间隙的环形水箱,使炽热红渣不易进入由炉口固定段烟道、中间段烟道、密封伸缩连接装置围成的腔室中结渣。

炼钢厂设计的依据是甲方或厂家提出的经政府有关部门核准的设计项目建议书,它可能是整个钢铁企业设计内容的一部分,也可能是单独的一个炼钢厂。此外,对于炼钢厂中部分设施,如炼钢炉炉体设备、连铸机等单项工程,也可单独设计。另外,炼钢厂设计的依据,除了项目建议书外,有一些依据需由相邻专业提供,例如对于转炉全连铸钢厂设计来说,主要包括:(1)炼钢的生产规模,要注明一期和二期,或者是否要留有未来发展的余地。(2)产品的品种,包括钢种和产品尺寸形式(此项可由轧钢专业按总任务书转提)。(3)铁水成分,包括铁水中C、Si、Mn、P、S等元素的含量,以及V、Ti、Nb等微量元素的含量(此项可由炼铁专业按总任务书转提)。(4)氧气转炉设备的容量和座数(委托单项转炉设计时要说明,做全车间设计时可作指定;如果转炉是在现有厂房内的改造项目,则尚需提供转炉周围的厂房尺寸和图纸)。(5)连铸机浇铸的各种连铸坯断面尺寸、单机的生产能力、要求的连铸机流数和台数、要求的连铸机类型(如弧形多点矫直,立弯弧形多点矫直等)和基本半径。如果连铸机是在现有厂房内增建或改建项目,则需提供连铸机周围的厂房尺寸和图纸。【地区(6)对于转炉设备全连铸炼钢厂整体设计,需提供到达车间的基本原料(石灰、萤石、富铁矿、氧化铁皮等)的成分和粒度,废钢(尤其是外供废钢)的类型和品质,可供应的各种能源的状况,可供耐火材料(主要是炉衬材料)的类型和品质等,并且提出这些物品的运输方式。(7)对于转炉全连铸炼钢厂整体设计,甲方或厂家的有关具体要求,如采用新技术的水平,已有配套辅助设备的利用,投资的使用和限定,要求选用的有关配套设备如混铁车容量和炉外精炼的类型等,以及该地区的有关风俗习惯等。(8)我国现有的有关工业建设和生产的法律、制度和规定等,尤其是关于钢材的质量品种标准、环境保护法、能源政策、劳动保护法及冶金建设的规定等,必须严格遵守和认真执行
氧枪的结构及性能在很大程度上决定着氧气炼钢的效果。特别是对于顶吹氧气转炉炼钢过程,氧枪起着主导全局的作用。它支配着氧气射流与熔池的接触面积、氧气射流的穿透深度、熔池的搅拌状态、元素的氧化程度、熔池的升温速度、渣中氧化铁含量等重要工艺因素,因而对化渣、喷溅、杂质的去除、转炉炼钢终点控制以及各项炼钢技术经济指标都起着重要作用。氧枪由喷头、枪身和枪尾三部分构成。喷头由工业纯铜制造,是氧枪的最重要的部分。是几种喷头的结构,a、b、c为氧气转炉用喷头,高压氧(0.6~1.0MPa)由内管供入,在喷头处分流进入若干个先收缩后扩张的拉瓦尔型喷嘴,一般中小转炉采用3个喷嘴,称为三孔喷头,大炉子(100t以上)用4~6个喷嘴。为了使炼钢产生的CO气在炉内燃烧成CO2(二次燃烧)的比例增大,需应用双流喷头或分流喷头。双流喷头有利于主氧流和副氧流比值的调节,但要在枪身处增加一层副氧流道。平炉和电弧炉所用喷头,氧气沿内管和中管间的空隙流入,喷嘴为直圆筒形,但孔数较多,而且和中心线的夹角也大得多。枪身为3根(双流氧枪为4根)同心的无缝钢管,下端连接喷头,上端和枪尾相连。枪尾包括供氧、进水和排水支管及连接法兰和密封胶圈,通过枪尾和车间的氧气管网和高压水管网相连接。
钢、铁一般都采用高温冶金方法冶炼。钢铁冶炼机械包括炼铁的高炉及其配套机械、炼钢的平炉和转炉、电弧炉、炉外精炼设备、铸锭设备以及冶金车辆等。高炉及其配套机械 将铁矿石或人造富矿连续炼成生铁的鼓风竖炉称为高炉。它的外形像一个坚式的圆筒,由耐火材料及金属壳体组成,为高炉及其配套机械的布置。原料从贮矿槽经称量后由高炉机械的料斗或带式输送机送到炉顶,分批均匀地置入炉内。经热风炉预热的空气由风口鼓入炉内,使燃料燃烧加热炉料并使之分解和还原,从而得到生铁。铁水从出铁口放出,经铁水沟和流嘴进入铁水罐中,运往钢厂或由铸铁机铸成铁块。从炉顶导出的煤气,经煤气净化系统处理后可作为燃料。为强化冶炼,除采用外燃式热风炉提高风温、加大风量或采用综合鼓风(包括喷吹燃料、富氧鼓风和脱湿鼓风)外,提高炉顶压力也能增加产量和降低焦碳消耗。新建的高炉广泛采用钟阀密封式或无料钟式高压炉顶。采用无料钟式高压炉顶后,炉顶高度和重量均可相应降低一半左右。高炉容积也达5500米3左右(日产生铁1万余吨)。高炉生产的大型化、连续化,要求有较高的机械化和自动化程度,须采用开、堵出铁口机和换风口机等配套高炉机械。炼钢平炉按结构形式可分为倾动式和固定式两种。倾动式平炉因熔炼室可前后倾动,具有操作灵活和分罐出钢的特点,但结构较复杂,故一般均采用固定式平炉。固定式平炉的特点与倾动式平炉相反。平炉熔炼范围一般为100~650吨。20世纪70年代开始采用埋入式氧枪,加大供氧强度,缩短了冶炼时间.炼钢转炉鼓入空气或工业纯氧,使氧气与液态铁水中的碳、硅、锰等元素氧化,以调整钢水的化学成分,并利用氧化时产生的热量来炼钢的设备。鼓入空气的转炉,因炼出的钢质量差,已较少应用。图2为转炉的外形及其配套机械。炼钢所需的造渣剂可从炉顶料仓卸下,经称量后通过密封料仓和流槽加入转炉内。整个转炉炉体由圆环形托圈支承,托圈两端的轴由轴承支承。托圈轴与传动机构联接后能使炉体绕轴线作360°回转,以适应转炉加料、出钢、出渣等工艺要求。转炉传动机构的结构形式有落地式、半悬挂式或全悬挂的多点啮合式等,以全悬挂的多点啮合式较为普遍。为了提高转炉炉座利用率,转炉炉体也可做成更换式的。 为了防止环境污染和节约能源,在冶炼时从转炉炉口逸出的、含有较多烟尘和大量CO高温炉气,经余热利用烟道生产蒸汽,又经过能回收CO和降低烟气含尘量的除尘系统,使烟气符合排放标准。转炉依氧气喷口在炉体的位置不同可分为顶吹、底吹和侧吹几种,但侧吹转炉应用较少。氧气顶吹转炉在炉口插入水冷氧枪(喷口)供工业纯氧,并以超音速气流喷入熔池进行搅拌和反应。吹转炉的容量已达400吨,并有更大型的转炉正在筹建中。底吹转炉的喷口设置在炉底,喷口数目可根据工艺要求而定。喷口型式有透气(或毛细管式)耐火砖和同心套管式两种。为延长同心套管式喷口寿命,套管之间的环缝可喷入碳氢化合物作为冷却介质,喷口也可在喷入氧气流时带入粉状造渣剂提前化渣去除硫、磷。底吹转炉较适用于高磷铁水的冶炼。顶吹转炉上结合底吹转炉的优点,将部分氧气或惰性气体从炉底喷入,便成为顶底复合吹炼的转炉,效果较好。为了适应氧化转炉快速操作和环境保护的要求,现代转炉还配有相应的装料、出钢、出渣、渣处理、烟气净化、污水处理和综合利用等配套设备,同时也采用计算机控制,以提高生产的经济效益。电弧炉利用电能通过石墨制的电极与金属炉料之间产生电弧所生成的热量进行熔化炉料。电弧炉由炉体、传动装置、供电系统和控制设备等组成。炉体结构依装料形式不同,可分为炉身开出式、炉盖旋转式和炉盖开出式几种。为了出钢方便,整个炉体可作前后倾动。电极的夹持和升降机构安装在炉体的侧面,为了调整电弧长度,升降机构能自动调节。为了提高钢的质量,常在炉底下部装设电磁搅拌器,使钢流按需要方向流动。电弧炉容量一般为10~360吨。为了提高生产能力和缩短熔炼时间,电弧炉正向超高功率方向发展。炉外精炼为提高钢液质量,可将炼钢炉初炼的钢液在炼钢炉外精炼。炉外精炼有真空脱气、钢包精炼、喷射冶金等方法。① 真空脱气:利用气相压力降低而使钢中溶解的气体析出。真空脱气有座包脱气法、滴流脱气法、提升除气(D-H)法、循环除气(R-H)法等。提升除气法和循环除气法应用较为普遍。提升除气法 是靠真空室和钢水罐的垂直往复相对运动,使钢液分批进入负压 66.6~133帕的真空室处理,小批量的钢液吞吐过程即为除气搅拌过程,处理容量约为钢水罐容量的1/12~1/6。提升除气法的真空室顶部装有电热装置,可减少钢液的温度降。在处理后期,可通过特殊的合金料罐加入铁合金。循环除气法 是将真空室下端的二根管子插入钢液中进行,先在左侧的上升管内导入少量氩气或其他惰性气体。气体经钢液高温加热而产生热膨胀,不断膨胀的向上流动的气体使钢液上升进入真空室而溅成微粒,从而获得充分除气,除气后的钢液沿右侧下降管流回钢水罐,使钢液在罐内充分搅拌。经循环除气后的钢液纯度高,温度和成分也较均匀。真空室可容钢量约为1~2吨。整个设备支承在平行的四联杆机构上,能在不同容量的钢水罐上工作。② 钢包精炼:将钢液电弧加热、真空脱气、吹氩或电磁搅拌、合金化、脱硫等多种工艺均移入钢包内进行的精炼方法。③ 喷射冶金:将粉状精炼剂,合金剂以流态化状态吹入钢液内部的精炼方法。主要设备有喷粉罐和可升降的喷枪架等。铸锭设备将钢液铸成坯锭的设备。铸锭分为钢锭模铸锭和连续铸锭两种工艺。连续铸锭能提高钢材成材率,降低能耗,简化传统的钢锭模铸锭的准备和脱模等工序,为钢铁工业的生产连续化创造条件。图7为连续铸锭的工艺流程和设备。设备的主要结构型式有立式、立弯式、弧式和水平式等,以弧式应用较为广泛。热状态下设备变形和防止漏钢是设备制造和操作中的关键环节。为了加快处理漏钢事故,关键设备应能迅速整体吊装更换。连续铸锭的发展趋向是:提高浇铸速度和设备利用率,快速变换结晶器的断面尺寸,用计算机控制提高连续浇铸能力等。有色金属的火法冶炼机械在高温条件下利用燃烧或电产生的热能,将矿石或精矿中的金属分离并提炼出来的机械。表列出主要的有色金属冶炼设备及其特点。此外尚有感应电炉、电弧炉、真空自耗电炉、电子束熔炼炉、等离子熔炼炉等,以及类似于电化学设备的电解熔炼槽和熔盐电解槽等。

沈文荣:造就中国最大民营钢企的钢铁沙皇46年出生于苏南一个普通农民家庭,68年中专毕业后进入沙洲县锦丰轧花厂当钳工。由于在厂各方面表现突出,很快成为老厂长张耀生的培养对象和左膀右臂。1975年扎花厂组织筹轧钢厂投产,这就是后来的沙钢原身,10年后沈文荣成为这家轧钢厂的厂长,正式踏上钢铁创业之路。历经40多年的拼搏,沙钢从默默无闻的县级小企业发展成为中国最大的民营钢企。那个每天站在厂门口,跟每个进厂工人打招呼的朴素的身影也成为了中国钢铁沙皇。

我国“负能炼钢”技术的迅速发展得益于以下三方面: 一是炼钢工艺结构的优化。随着国内新建100吨以上大、中型转炉的增多,配备了煤气、蒸汽回收与余热发电等设施,为“负能炼钢”打下设备基础;二是“负能炼钢”工艺不断完善,多数钢厂已掌握“负能炼钢”的基本工艺;三是2005年,国家统计局将电力折算系数调整为电热当量值(即1kWh=0.1229kg)替换原来沿用的电煤耗等价值(即1kWh=0.404kg)。炼钢能耗统计值降低,利于实现“负能炼钢”。重点企业转炉煤气吨钢回收量由2010年的平均81m3/t提高到2014年的106m3/t。近几年,我国转炉蒸汽回收量有很大提高,但蒸汽回收量和压力差别较大;先进的回收量已达到100kg/t以上、压力可达2.5-4MPa,用于钢水真空处理、发电或并入蒸汽管网。 1.5、转炉使用寿命进一步提高 炉龄是转炉炼钢的重要技术指标,提高炉龄在降低生产成本的同时,也提高了转炉生产效率。溅渣护炉的基本原理是利用高速氮气将成分调整后的剩余炉渣喷溅在炉衬表面,形成溅渣层。溅渣层抑制了炉衬表层的氧化,减轻了高温炉渣对砖表面的冲刷侵蚀。采用溅渣护炉工艺后,当炉衬残砖厚度侵蚀至500mm左右时,炉壁冷却与炉内钢渣对炉衬的导热基本实现了动态平衡。此时,炉衬与溅渣层的结合层很难被进一步熔损。在溅渣条件下炉衬基本为“零熔损”,即随炉龄增加,炉衬厚度基本保持不变。国内钢厂据此研发出了长寿转炉生产工艺,进而使转炉炉龄达到30000炉以上,炉役期和产钢量同步增长,耐火材料消耗和吨钢成本也相应降低。


